









Sample preparation for ICP and other procedures


The new solution for effective cleaning of laboratory beakers
Focused on quality.
Prepared for the future.
Since 1959, we have specialized in optimizing sample preparation for quality control in a wide range of industries. We provide you with solutions that effectively improve efficiency, analytics and data quality in your quality or production control laboratory. You can focus on your core tasks. We rely on innovative technologies and proactive research and development. As our customer, you are already prepared today for the requirements of tomorrow - also in terms of digitalization and sustainability.
Our know-how for your industry

Frictionless processes: Sample preparation for mining
Together with the world's leading mining supplier FLSmidth, HERZOG offers solutions for sample preparation that are precisely tailored to the requirements of your mining company. Together we develop highly efficient sample preparation systems for the iron ore, gold, copper, phosphate, and other industries.

Modular and future-proof: Sample preparation for the chemical industry
We support companies in the chemical industry with complete automation systems and standalone machines for sample preparation at the highest quality level. Since 1959, we have specialized in the preparation of QA samples in a wide range of industries. Today, HERZOG is the world's leading supplier of manual and automatic laboratory systems for quality assurance.
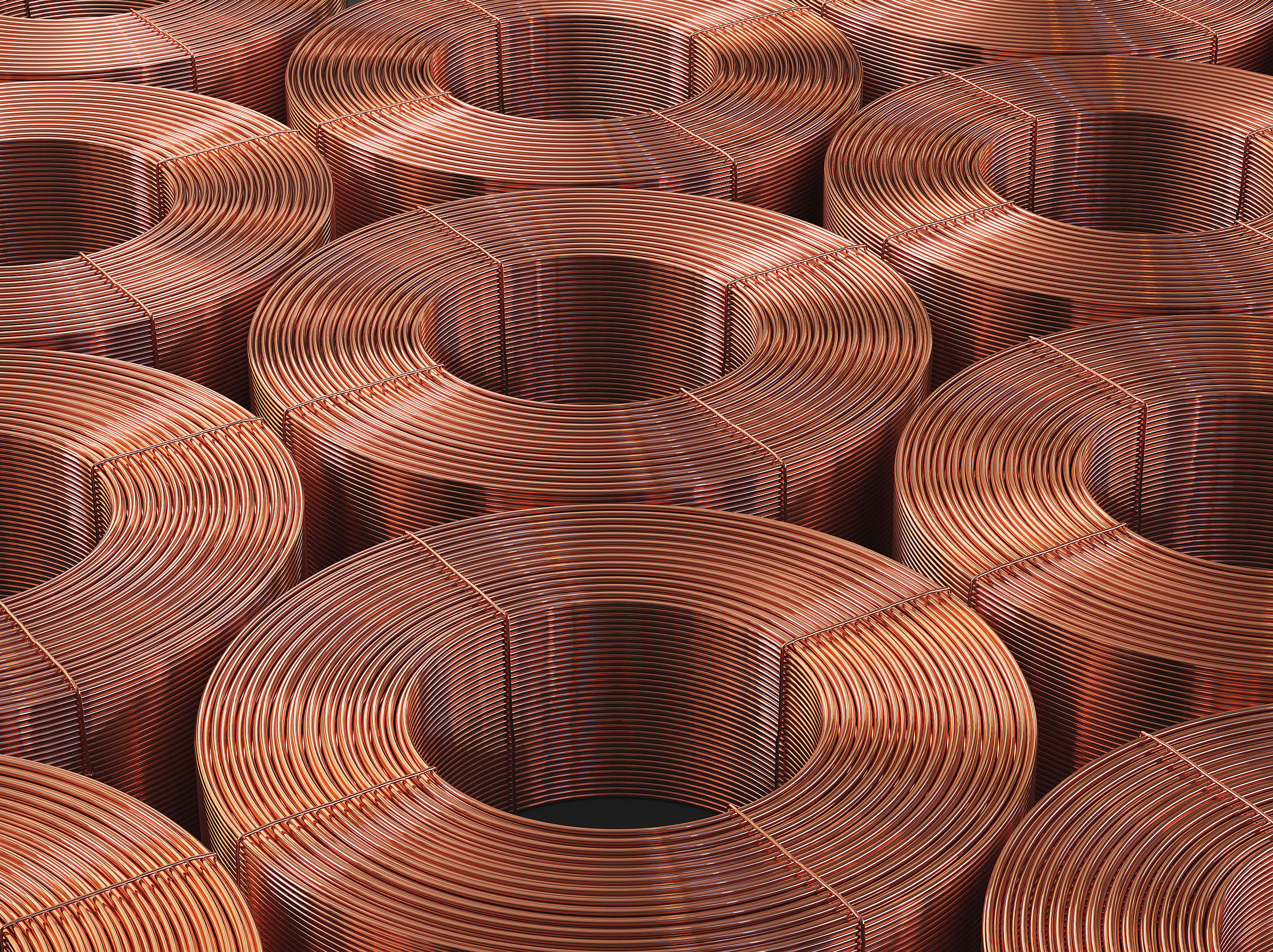
Highly accurate and precise: Sample preparation for the non-ferrous industry
We offer you the complete portfolio of solutions for sample preparation, specially developed for the requirements of non-ferrous metals such as aluminum, copper, magnesium, lead, nickel, tin, titanium, and zinc. Our integrated systems perfectly prepare solid and powder sample material - without contamination and material loss - for all relevant analysis processes.
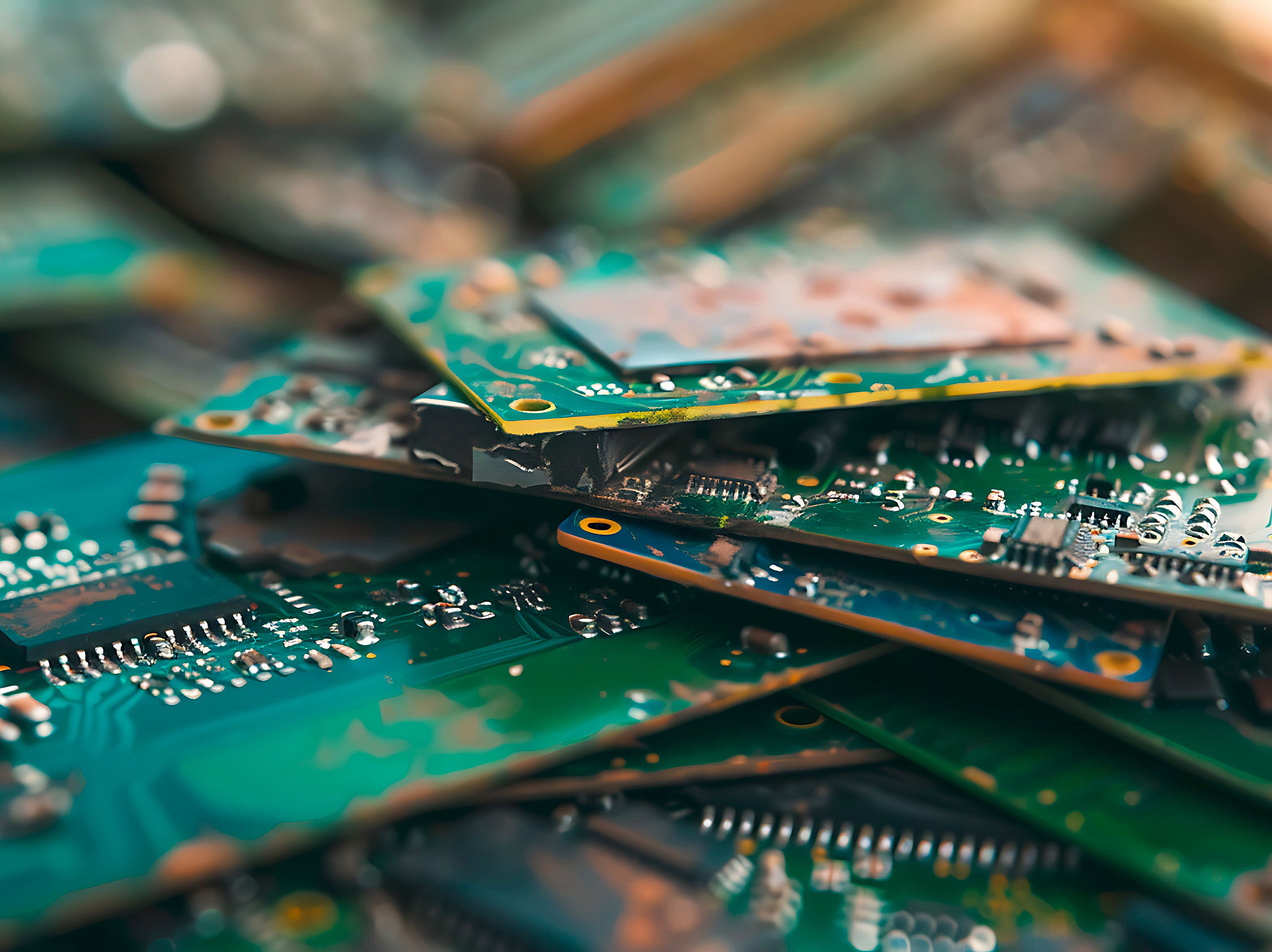
Sustainable value creation: Sample preparation for the recycling industry
With us, you are choosing the specialist: HERZOG is the world's leading supplier of sample preparation systems that reliably meet the high-quality requirements of the electronic scrap recycling process. Our systems help to optimize your value chain in the long term - and are also a key component of a successful circular economy.

Made by the global market leader: Sample preparation for the steel industry
The world's leading steel companies rely on our systems for quality assurance and control of their production processes. Our integrated solutions ensure the optimum preparation of steel, iron, and slag samples for optical emission spectroscopy (OES), X-ray fluorescence spectroscopy (XRF) and combustion analysis.

For demanding applications: Sample preparation for the cement industry
With our systems, we cover representative sampling and reproducible sample preparation in all process steps of cement production- reliably and at the highest quality level. Our intelligent software for data evaluation and control of cement production provides the ideal conditions for excellent analysis results.
Copy
Perfectly tailored to your application

Automation
With HERZOG, you benefit from several decades of experience and unique expertise in automation technology. For reliable, fast, and precise quality monitoring.

Engineering
Our engineering expertise creates a solid basis for the optimum configuration of your system. We are at your side right from the start with a wealth of experience and a strong service orientation.

Software
The HERZOG PrepMaster Suite is a fully integrated SCADA system that has been designed to automate, control, record and analyze all processes and data in your laboratory.

Mechanical engineering
Customized design for your application: With HERZOG, you gain a partner with unique expertise in the design, manufacture and assembly of sample preparation machines.

Seminars + trainings
In our training courses, we provide your staff with the specialist knowledge they need to carry out primary sampling reliably and optimally. For maximum safety and efficiency in every application.
Application development
Our application specialists support you in the process development and optimization of your sample preparation and analysis: in the HERZOG application laboratories or on site at your company.

Technical service
With HERZOG, you benefit from our prompt and flexible technical service and customized service offers. Your benefit: maximum availability and productivity.

Research + Development
In our own R&D department, we are constantly working on the further development of our products. Our future-proof solutions anticipate the challenges of tomorrow already today.

Standard automations
With our standard automation systems, we cover a wide range of different industrial applications for automated sample preparation and quality control.

Control and monitoring software
Our intelligent software systems for data evaluation and control of your production create ideal conditions for excellent analytical accuracy at a high level of reproducibility.

Fusion systems
For an optimum fit with your application, you can choose from a wide range of fusion systems: from manual benchtop units to complete automation.

Crushing + pulverizing
Our crushers and mills convince by their variety and performance: from manual to fully automatic - you will always find the optimum system for your application.

Milling + grinding
We offer you an extensive portfolio of milling and grinding machines specifically for use in the preparation of steel and iron samples, foundry, and non-ferrous samples.
Pelletizing
Automatic HERZOG pelletizing presses make a significant contribution to process optimization. With us, you can reduce throughput times and improve the reproducibility of your sample preparation.

Sampling, spliiting, dosing
Focus on precision: We have developed our systems for sampling, splitting, and dosing specifically for the high demands of quality control laboratories.
Pneumatic tube systems
HERZOG pneumatic tube systems reliably transport samples from your plant to your laboratory or other pneumatic tube stations. Your advantage: efficient, fast, and safe sample transportation at all times.

Sample preparation Combustion analysis
HERZOG works together with all leading manufacturers of combustion analysis equipment. We offer you a wide range of options for precise element determination.
Dates - Trade fair and events

30th User Meeting for X-ray Fluorescence and Spark Emission Spectrometry
HERZOG will be exhibiting at the 30th User Meeting for X-ray Fluorescence and Spark Emission Spectrometry at FH Münster. The event takes place on February 25 and 26, 2025, at the Technology Campus Steinfurt. Visit us to learn more about our innovative solutions in sample preparation and automation for analytical spectroscopy.

19th Nordic User Meeting ICP-AES•ICP-MS
Join us at the 19th Nordic User Meeting ICP from March 18th to 20th, 2025! Our expert Theresa Medeweller will give a presentation on "Automated Microwave Digestion for ICP Analysis: Using Turbidity and Particle Detection to Prevent ICP Blockages".

META<L>LOGIE Forum 2025: Safety & Security
The event will take place in Goslar on May 14-15, 2025.
Our product manager Jan Hubrig will give a lecture on the topic “Automation & Digitization combined for the best possible result”. Find out how the synergy of these technologies drives efficiency and innovation in various industries.
META<L>LOGIE, developed by pdv software, combines meta view and logic for optimal customer solutions.

HERZOG Automation Corp. (USA)
Don't miss the opportunity to connect with HERZOG at these upcoming trade shows:
CastExpo 2025 (Atlanta, Georgia) | April 12-15, 2025
………………………………
IEEE-IAS/PCA Cement Conference (Birmingham, Alabama) | May 4-8, 2025 | [i]
………………………………
Denver X-ray Conference (Westminster, Colorado ) | August 4-8, 2025 | [i]
………………………………
The Battery Show (Detroit, Michigan) | October 8-10, 2024 | [i]
Mark your calendars and plan to visit HERZOG at these events to learn about their latest innovations in automation technology.

HERZOG (Shanghai) Automation Equipment Co.,Ltd
21th Beijing Conference and Exhibition on Instrumental Analysis (Beijing )
September 10-12, 2025
....................................
The third user meeting of Herzog China and automation sample preparation and analysis seminar (Changsha/Shanghai )
May 17-19, 2025
We look forward to meeting you there!
The latest from HERZOG
all articles
Expert precision level of the HAG-HF fusion system according to ISO 29581-2
Learn about the findings of our recent study investigating the preparation of fused glass beads from ordinary Portland cement under ISO 29581-2…
![[Translate to English:]](/fileadmin/04-Herzog/Aktuelles/CH_9488_bearbeitet_02122024s.jpg)
New Technology Optimizes Grindability Testing
Grindability plays a pivotal role in material research and production, particularly in the cement and mining industry, where it directly impacts…

PrepMaster Analytics: Custom Dashboards
With the new custom dashboards, HERZOG is adding a powerful feature to its PrepMaster Analytics software.